
After Almost 30 Years of Field Testing, Industry has Finally Achieved Confidence and Direction on Solvent-Steam SAGD Processes
An Opinion Piece
By Bruce S. Carey, PhD, P.Eng.
At the April 2026 Slugging It Out conference, I attended a presentation entitled “Advancing Solvent–Steam Applications: Historical Insights and Pathways to Future In Situ Development”. After reflecting back on the presentation and on my own knowledge and experience, I concluded that recent activity and results in the industry have shown that:
commercial application of solvent-steam processes has now clearly arrived and will grow.
the industry is pointed at using liquid solvent (diluent, condensate) in future commercial solvent-steam applications.
I thought that I might share some history and perspectives to support these conclusions through a personal look-back and future look-ahead.
1. Why Use Solvents?
Solvents are chemicals - usually hydrocarbons - that are capable of decreasing bitumen viscosity by several orders of magnitude so that it can be produced at economic rates – the same effect that is achieved by steam. Solvents can thus be used as:
A full replacement for steam - to develop reservoirs for which steam use would be uneconomic (too thin or with low oil saturations).
A partial replacement for steam - to reduce Steam-Oil Ratios (SORs).
An additive to steam (i.e. with no change in the steaming rate) - to decrease viscosity even further and increase rates and accelerate depletion.
Some key historical initiatives for these options by industry are summarized as follows:
Develop Currently Uneconomic Resources: Imperial Oil began its solvent R&D program in the mid-1990s to develop processes that could recover bitumen from reservoirs that were either too thin (<10 m) or had ore grades (<8% bitumen by weight) that were too low for economic development using purely steam-based processes. This work started with a xylene injectivity test in 1996, ethane injection in a short horizontal well in 1998 and ultimately led to the Cyclic Solvent Process using propane that Imperial declared as commercial-ready in 2017 after conducting a $100MM, three-well pilot that started in 2013. To date, this solvent-only technology has not been commercially implemented.
Reduce SORs: Around 2000, Encana was developing and field testing its Solvent Assisted Process (SAP), injecting butane at Senlac and later (as Cenovus) propane at Foster Creek and then butane at Christina Lake. The main driver expressed for this approach was to significantly reduce the Steam-Oil Ratio (with the potential side benefit of providing some partial upgrading of the produced bitumen). SOR reduction has been expressed as the main driver for gaseous solvent use ever since.
At last year’s Slugging It Out Conference in 2025, CNRL gave a presentation on its Light Hydrocarbon-Enhanced (LHE) solvent-steam process that is being used on a commercial-scale at Kirby North KN06 pad. This process uses butane to partially replace steam to reduce a pad’s SOR, with no impact expected on the pad’s production rate. The speaker noted that this was essentially an acceleration process, in which the freed-up steam from the pad would be used to accelerate the development of additional pads, thus shortening the life of the project.
Increase Oil Rates: Imperial’s LASER process – dating from 2003 and commercialized in 2012 –added diluent to steam in the middle cycles of CSS at Cold Lake to increase bitumen volumes in the cycles. Diluent was also used in an SA-SAGD pilot at Cold Lake (2009 – 2013), which also demonstrated higher production rates than achieved by steam alone, with some SOR reduction.
Also at the Slugging It Out Conference in 2025, Imperial presented on its Solvent-Assisted SAGD (SA-SAGD) process that is currently being used commercially in a pads, and for the project as a whole.
Note - By the early 2000’s, the SOR and rate drivers were augmented by environmental and economic aspirations to reduce GHG intensities and ultimately, total emissions. [1]
2. A Lingering Skepticism on Solvents
For the past 14 years, I have worked as Senior Technical Advisor for an investment company that specializes in the Canadian energy sector. One of my focus areas has been to track and analyze the progress of solvent processes through to commercialization. As a long-time proponent for solvents, I have received several good-natured jabs from some in the financial sector through the years on “How long is this ever going to take to be commercial?” and “How can it be economic?”
For those of us who have followed the industry over decades, this pace is completely in line with the historical development of thermal processes:
~20 years for Imperial Oil to commercialize CSS in Alberta (1964 Ethel Lake pilot to 1985 Maskwa Cold Lake Production Project).
~20 years to commercialize SAGD (Imperial Oil’s 1982 patent [2] to Cenovus’ Foster Creek SAGD operation in 2003).
But although one might think that more modern R&D efforts would have been able to subsequently accelerate development of solvent-related processes, progress for solvents has been slowed by:
Shifting – or different – drivers for development, as was noted in the previous section,
Industry efforts that seemed to be split on which solvent type to use,
The significant risk factor that very high solvent recoveries would be required to generate acceptable economics.
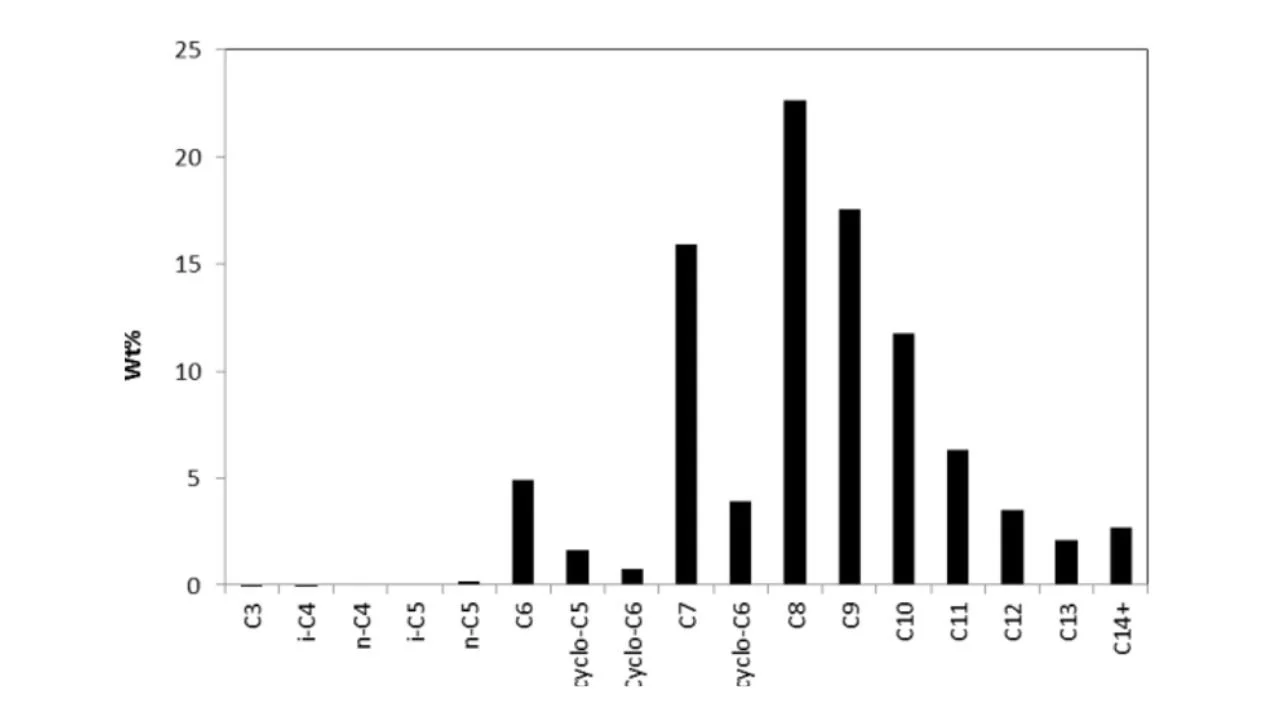
Figure 1: Composition of a representative diluent “liquid solvent” [4]
3. What Type of Solvent Should We Use?
The thermal industry has been consistently divided on the “Solvent-Type of Choice” [3]:
“gaseous solvents” will be used here to denote the low carbon-number alkanes - ethane, propane or butane.
“liquid solvents” will denote multi-component mixtures of higher molecular-weight hydrocarbons (diluent, C5+ condensates, naphtha). The composition of a representative diluent is shown below in Figure 1.
Historically, once companies started down a path of using one type of solvent, it seemed that they generally continued with it.
Figure 2 shows start-dates for new solvent pilots from 1996 to 2022, along with the two commercial projects that were begun in 2023.
The continuing dichotomy between the approaches is clear, although the number of new liquid-solvent pilots outpaced the gaseous solvent pilots after 2014.
I tried to highlight and sum up this “solvent schism” in the industry through a cartoon in my presentation on solvents at Slugging It Out in 2018, as shown in Figure 3.
The difference in solvent choice – “gaseous” versus “liquid” – has been explained by some as a difference based on reservoir and operating conditions – higher operating temperatures favoring liquid solvents, lower operating temperatures favoring gaseous solvents. And that certainly makes sense purely from the aspect of technical optimization of the process.
As also shown in Figure 2, the “gaseous” vs “liquid” debate continued beyond 2018 through to the commercial projects implemented in 2024.
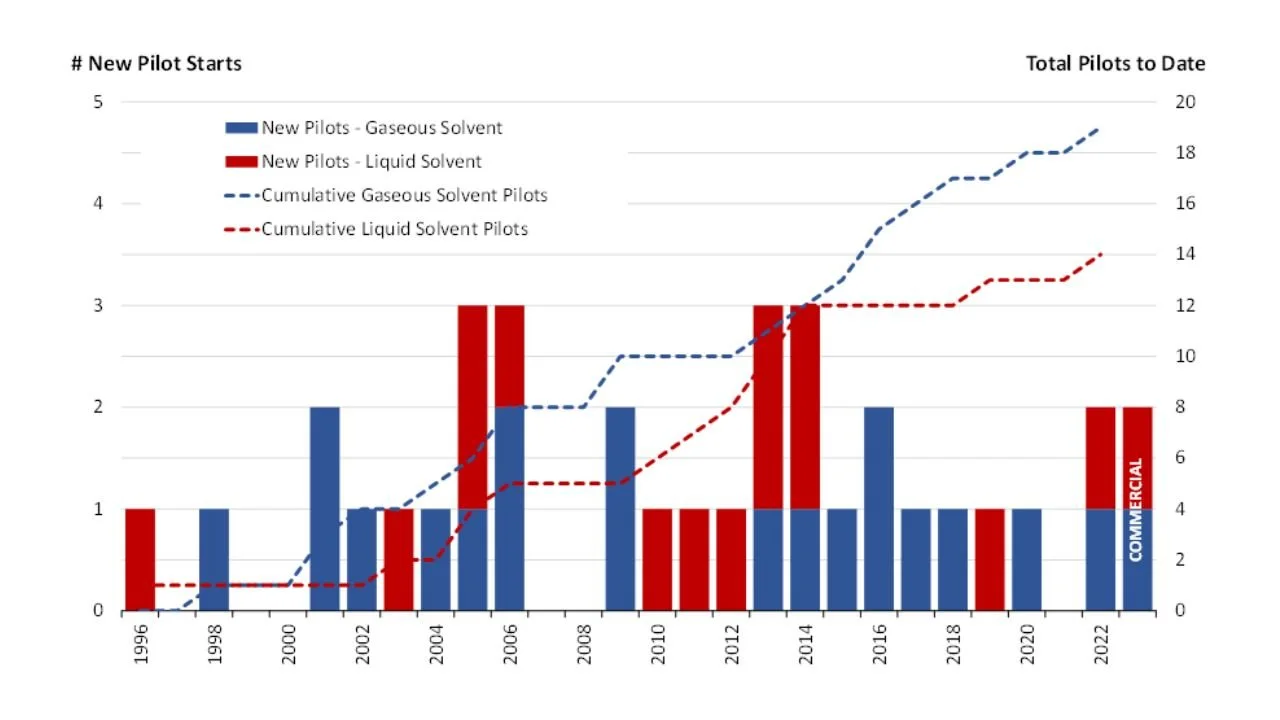
Figure 2: History of steam-solvent pilot testing
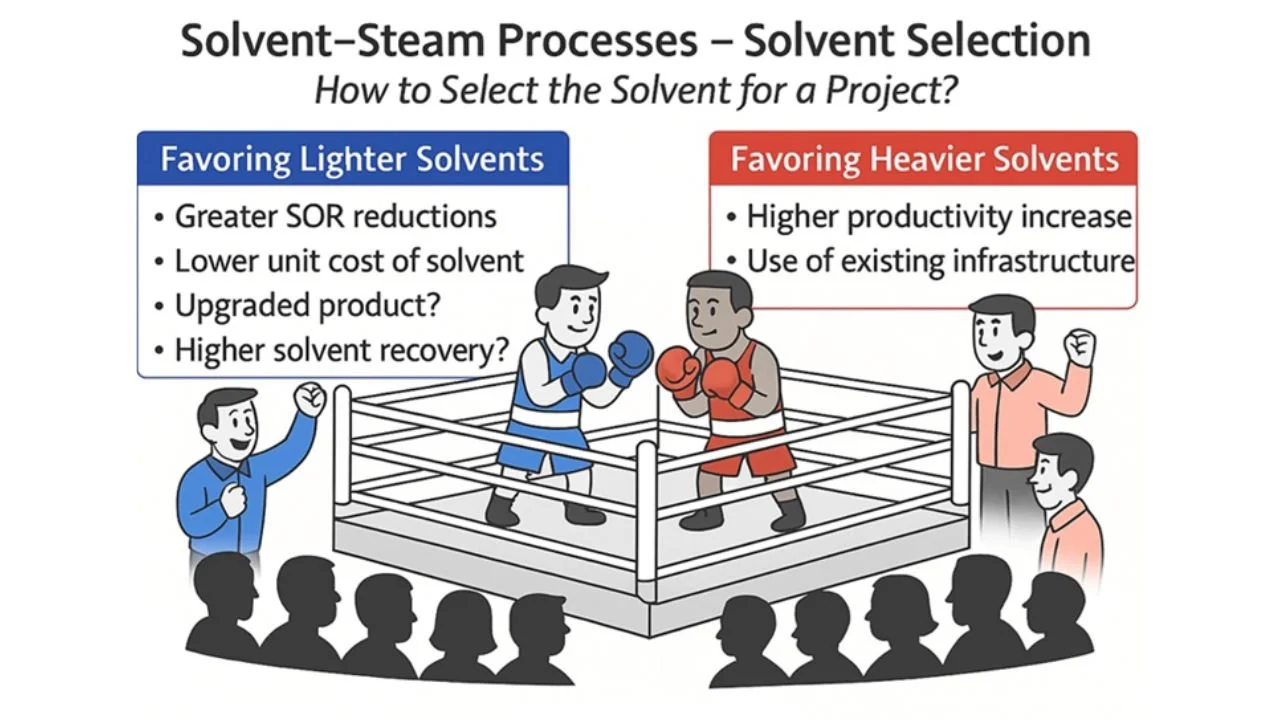
Figure 3: Factors involved in choice of solvent type
4. But - we need to recover almost all of the solvent to be economic
The great risk factor that has continually impeded enthusiasm and progress for solvent use has been the requirement to attain very high solvent recovery levels for the process to be economic. Publications and announcements by operators using both types of solvents have been quick to point out that a solvent recovery factor of about 80% is a prerequisite for acceptable economics.
A complicating factor for liquid solvents has also been the accurate and reliable measurement of the concentration of produced solvent due to partitioning of its components between liquid and gas phases. As essentially single, simple species, gaseous solvents do not present this as a problem.
A related factor that could potentially impact the economics is the rate at which the solvent is recovered. Since a liquid solvent will partition more than a gaseous solvent into any un-mobilized bitumen phase, it will take longer to recover during the blowdown phase of operation as it transfers back into the (more mobile) gas phase. This aspect does not appear to have had an impact on the solvent projects that are being commercially applied.
The concern over solvent recovery appears to have been resolved. Results reported from the most recent field tests – of liquid solvents by Imperial at Cold Lake and Suncor at Firebag and gaseous solvents by CNRL at Kirby South – demonstrated that high solvent recovery factors can indeed be achieved.
In its final report on the SA-SAGD pilot at Cold Lake [5], Imperial noted that after 48 months of operation, one wellpair had recovered 81% of the injected solvent. The second well pair - that had been injecting solvent for only 24 months at the time of the report – had recovered 56% of the injected solvent.
CNRL has indicated [6] that its Kirby South LHE pilot achieved (gaseous) solvent recoveries of ~85%.
These results led to actions by the companies to implement solvent projects on commercial scales. Commercial operations began in 2023 by CNRL at Kirby North (LHE Process - butane) and Imperial at Cold Lake (SA-SAGD process – diluent). In October 2025, Suncor received regulatory approval to conduct ES-SAGD (diluent) on four commercial pads at Firebag. [7]
CNRL indicated [6] that it expects solvent recoveries to be greater than 70% at Kirby North.
In its application to the AER for four new commercial ES-SAGD pads at Firebag, Suncor noted that it expected that 65% [8] to 85% of the (liquid) solvent would be recovered. It added that the unrecovered solvent would be retained due to its affinity for the remaining bitumen, as noted earlier.
Suncor subsequently made an additional application for ES-SAGD at two additional pads at Firebag. [9]
5. So, is there a Trend?
A deeper look at the more recent actions and announcements by companies that have been involved in the history of solvent testing does suggest a trend towards the use of liquid solvents go-forward, at least for brownfield applications. The brownfield aspect of solvents was also highlighted by the speaker at this year’s SIO conference.
This conclusion is drawn from the following observations, consisting of terminations, suspensions or modifications of plans for gaseous solvent injection and significant expansions of plans and expectations for liquid solvent injection:
Gaseous Solvents
1. Cenovus has been a historical leader and champion of field-testing gaseous solvents from 2000 through the early 2020’s with its work on the Solvent Aided Process at Senlac,Christina Lake and Foster Creek (that also included a Solvent Driven Process (SDP) pilot to evaluate high-concentration solvent performance).
In its Q4 2023 Earnings Call, the company explained that since the resource quality at its projects was so high - with corresponding low SORs using SAGD only - there was a diminished economic driver to improve performance, and that the company would retain the solventoption for future opportunities. [10]
2. MEG completed field testing of its eMVAPEX (propane solvent with steam) process at Christina Lake in 2020. The company declared that the pilot had demonstrated the technology as a technical success, but suggested that it was not able to generate sufficiently positive economics for retrofitting the peration. As a result, the company shelved potential application of solvents for Christina Lake, but indicated it would re-examine the technology for future greenfield applications.
3. As pointed out by the CNRL presenter at SIO in 2025, the first year of operation (2024) of its LHE process (butane-steam) at Kirby North went quite well and the project was meeting expectations - steam was partially replaced with butane, with no loss in bitumen production rate (~700 b/d/well) and thus a reduction in the SOR for the pad. However, after about one year of production, the average rate dropped by 35% and mid-2025 workovers did not appear to make substantial improvements in bitumen rates.
4. In December 2025, CNRL applied to the Alberta Energy Regulator for an extension of the confidentiality period for its LHE pilot at Kirby South G Pad. In its application, CNRL noted “In December 2024 when the recovery factor of the pilot area reached about 45%, the co-injected light hydrocarbon started short-circuiting between the injectors and producers, negatively impacting bitumen mobilization on the edge of the vapor chamber” [11].
5. In its Q1 2026 Earnings Call, in discussing solvents, CNRL made reference only to the “strong recoveries of the butane” injected at KN06 pad, with no other comment on rates or SORs at the project. It is not known whether there is a mechanistic relationship between the behaviours observed at KN06 Pad and G Pad at Kirby.
Liquid Solvents
In late 2025, Cenovus announced [12] that it would be undertaking a solvent process in a commercial application at its Spruce Lake North SAGD facility in Saskatchewan, in which liquid diluent would be used as the solvent with steam to reduce SOR.
2. In June 2025, CNRL applied to the Alberta Energy Regulator “to expand the scope of the currently approved co-injection of light hydrocarbons (butane or propane) with steam to also include diluent co-injection” [13] at Kirby SouthG Pad.
3. In December 2025, CNRL received approval [14] of the regulatory application (originally submitted by Devon) for the use of liquid solvent (diluent) at its Pike 2 lease. CNRL has not commented on whether this scheme will be followed or whether a modified application will be submitted.
4. In March 2026, Suncor indicated that it had increased the scope of its planned solvent-steam projects, saying that it is “actively deploying commercially proven ES -SAGD at Firebag [with] 8 new ES-SAGD well pads through 2029.” [15]
5. After initially testing diluent injection with steam (“SAGD+” process - condensate) at its Great Divide Project from 2011-2017, Connacher re-initiated injecting condensate with steam on two of its pads at the project in 2022. Thecompany is planning on injection into a third pad and has indicated that “Solvent is an integral part of Connacher’s emission intensity reduction strategy.” [16]
6. Imperial’s SA-SAGD (diluent-steam) process in the Grand Rapids at Cold Lake is approaching two years of production and has maintained a plateau hydrocarbon (bitumen + diluent) production rate of 1,300 b/d/well (about 1,000 – 1,100 b/d/well of bitumen). The project is viewed as a success and additional pads are envisioned, with timing dependent on steam availability.
7. In June 2025, Imperial received regulatory approval [17] for a 30,000 b/d SA-SAGD (diluent solvent) in the Clearwater Formation at Cold Lake. Steam-in for the project is anticipated in 2028.
8. In its Q1 2026 Earnings Call, Imperial’s CEO indicated that “advantaged technologies” (largely solvent processes like LASER and SA-SAGD) currently provide 20% of total production at Cold Lake and that this level will rise to two-thirds of total production by 2040.
A major selling point for the use of liquid solvents such as condensate or diluent is that, while they may not be the technically optimal or highest-performing solvent for all project conditions, their supply and infrastructure are already part of projects for which diluent blending is required. This provides the operators with a range of flexibility to use the diluent for injection (or not) depending on other prevailing conditions/constraints.
In short, pragmatism appears to have led to commercial acceptability for solvents - and liquid solvents in particular.
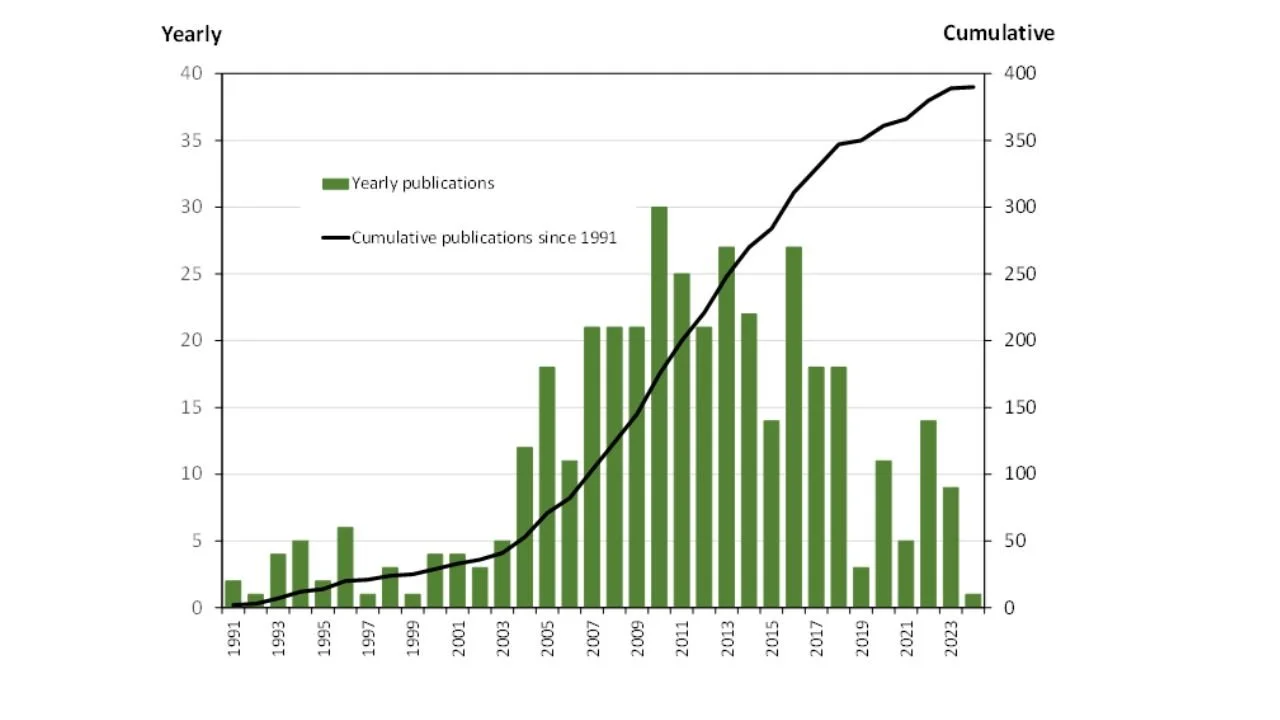
Figure 5: History of annual publications related to the use of solvents in heavy oil recovery [18]
6. There is yet another trend
There is another trend that may suggest how both industry and academia now view the status and future of solvent processes, as is shown in Figure 5.
The publication curve essentially reflects the well-known “S-curve” for technology development – from inception (e.g. the 1996 field injectivity test) through to commercialization (e.g. by CNRL and Imperial in 2023).
The progress in field testing and commercialization of steam-solvent technology since 2010 has thus coincided with a diminishing number of publications, suggesting that the technology may be perceived as having reached a sufficiently mature level.
7. Concluding Remarks
In April 2022, an opinion piece was published in the CHOA Journal entitled “The Case for Liquid Solvents: Lessons Learnt from Industrial Pilots on Steam-Solvent Co-injection” by Chen et al, in which some of the pilots noted in this piece were described in more detail. Two key “lessons learnt” noted by the authors were:
1. “Solvent co-injection is mainly an acceleration process”.
2. “Considering availability and costs, multicomponent solvents (e.g., gas condensates) are the practical choices for steam-solvent co-injection”.
And of course, the title of the article itself indicated the direction recommended by the authors.
Since that time, decisions and announcements have been made by the industry — that I have tried to capture here — that are consistent with the position espoused in Chen’s 2022 opinion piece.
I think that the observations and information laid out here provide a reasonable and positive basis for expecting that most of industry is now taking a more focused, favorable and confident look at liquid solvents as the near-term solvent-of-choice to accelerate production in brownfield applications.
There are of course underlying assumptions or qualifications to this expectation:
1. There will be a “niche” target for application of solvents – we have already seen operators (Cenovus, MEG) of projects with excellent SORs back away from using solvent in their projects because of limited upside or marginal economics. Likewise, operators of SAGD projects in lower quality resources having high SORs - would probably be reluctant to take the added expense of initiating a solvent project.
There is thus probably a “sweet spot” for applications in existing projects whose annual SORs fall between 2.5 and 4.0. In 2025, this range comprised about 600,000 b/d of production and included Suncor Firebag (40% of total), CNRL Kirby and Connacher Great Divide.
2. Gaseous solvents will remain as options for future greenfield projects - Acceleration of bitumen production by either solvent type will reduce SORs and total life-cycle emissions in projects. But past experience highlights that retro-fitting has not looked promising for gaseous solvents. This means that operators that are intent on using gaseous solvents in future greenfield projects may need to make substantial commitments in up-front designs to accommodate the additional infrastructure. The alternate position would be to plan for SAGD with potential brownfield application of the liquid solvents, using the operational flexibility inherent in the use of liquid hydrocarbons for pipelining.
3. Future carbon regulations could impact the attractiveness of solvent use and even the type of solvent used.
With the industry having established a toehold on commercial applications using diluent or condensate solvents, two things can be expected go-forward:
With a growing number of solvent-steam commercial applications, field-based experience and optimizations will continually improve the process, just as they have done for SAGD projects over the past 20 years.
2. The industry is even now moving ahead to develop specifically designed solvent packages for lower-temperature processes that require much less steam and thus generate much lower emissions, such as Imperial’s Enhanced Bitumen Recovery Technology (EBRT) Process. The joint Imperial/Suncor field pilot for this process is anticipated to start-up in early 2027 [19] at Imperial’s Aspen lease.
It may also be that within 10 years — when more greenfield projects are expected to begin — the industry may have moved on to these novel processes for new commercial applications. But even then, liquid solvents can be expected to still be in use as the pragmatic choice for brownfield projects.

Dr. Bruce Carey has worked in R&E on the use of solvents and chemical additives to improve performance of oil recovery processes throughout his professional career in Exxon and Imperial Oil since the late 1970’s. Most notably, he was involved in the development of solvent-steam (LASER and SA-SAGD) and solvent-only processes (Cyclic Solvent Process) while at Imperial. Since 2012 he has been the Senior Technical Advisor at Peters & Co. Limited, a financial institution involved in the Canadian energy sector. Much of his work there has been to track and analyze the progress of the thermal heavy oil sector, particularly in progressing new technologies such as solvent injection. Most recently, he has been a contributing author to the book “Cleaner Petroleum Production and Refining Technologies” cited in footnote 18.